Пресс горячей прокатки с асинхронной скоростью для изготовления сухих электродов и твердотельных электролитов
AOT
Сямэнь, Китай
10-25 рабочих дней
50 комплектов/месяц
АОТ-МСК-БПК-ДФ200 — это трехвалковый пресс непрерывной горячей прокатки с различными скоростями для подготовки листа сухого электрода и твердотельного электролита для литий-ионных аккумуляторов. Три пары валков могут управляться независимо под давлением 8T Макс.
Трехвалковый пресс непрерывной горячей прокатки АОТ-МСК-БПК-ДФ200 специально разработан для сухих электродов литий-ионных аккумуляторов и листов твердого электролита. Он оснащен тремя комплектами закаленных роликов Cr12MoV (HRC58-62, точность шва ±2,5 мкм) с независимым контролем температуры (200 ℃), контролем давления (15T/рулон) и контролем скорости (0,3-2 м/мин) для поддержки непрерывного прессования рулонов материалов шириной 200 мм. Высокоточное непрерывное прессование рулонов. Пресс горячей прокатки использует однофазный источник питания 220 В (потребляемая мощность 5 кВт), разрешение давления одного рулона ±0,30 кг и может точно регулировать пористость электрода и уплотнение листа электролита (колебание плотности ≤1,2%). Независимое ПИД-регулирование температуры поверхности рулона (±1 ℃), подходит для термической активации сухого связующего электрода и формования без трещин хрупких материалов твердого электролита. Габариты всего станка составляют 1200×680×1400 мм (чистый вес 600 кг), что соответствует условиям чистого цеха с температурой 25±3℃, что обеспечивает эффективные решения для опытной линии по производству твердотельных аккумуляторов и производства сухой электродной массы.
Параметр
Модель продукта
АОТ-МСК-БПЦ-ДФ200
Власть
АС220±10%, однофазный, 50/60 Гц 5КВт
Ролики
Материалы роликов: Закаленный Cr12MoV Размер ролика: Ø150 мм x 220 мм Твёрдость: ЧРК 58 - 62 Зазор между роликами: 0 - 2,5 мм Точность зазора: +/- 2,5 мкм
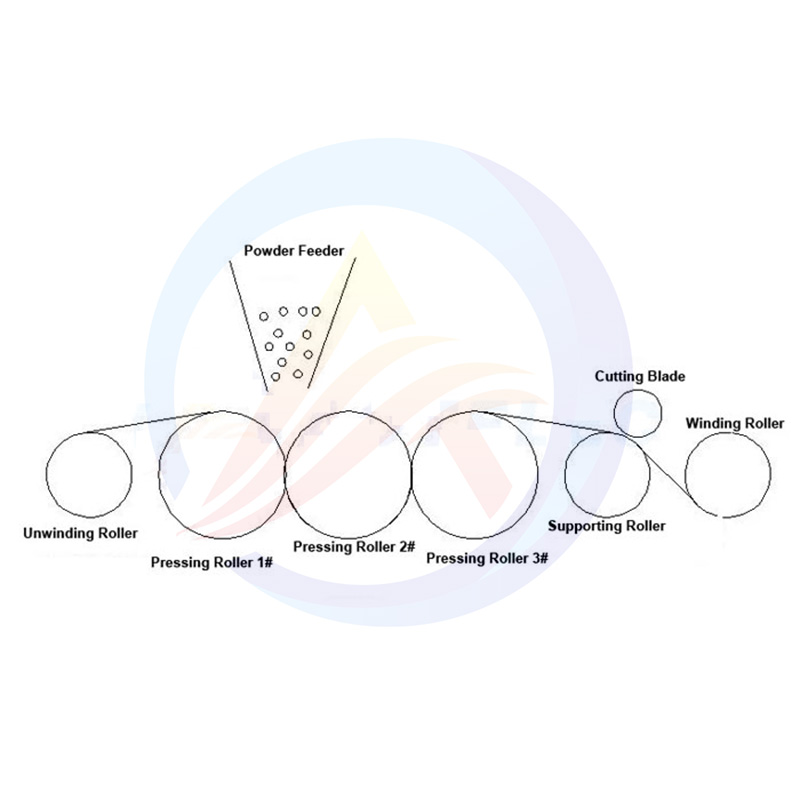
Рабочий Механизм
(Содержимое здесь не полностью отображено на оригинальной картинке. Если есть соответствующая информация, ее можно дополнить здесь)
Температура ролика
Макс. 200°C, температуру каждого ролика можно регулировать независимо.
Максимальная ширина электрода
200 мм Макс.
Давление прокатки
15T макс., каждый роликовый прессуре можно регулировать независимо. Разрешение приложенной силы: ±0,30 кг.
Скорость качения
0,3 - 2 м/мин, скорость каждого ролика можно регулировать независимо.
Рекомендуемая рабочая среда
25 ± 3°C, без вибрации и электромагнитных помех
Габаритные размеры:
1200 мм Д x 680 мм Ш x 1400 мм В
Вес нетто:
600 кг
Демонстрация продукта
Пресс горячей прокатки с асинхронной скоростью для изготовления сухих электродов и твердотельных электролитов
Трехвалковый пресс непрерывной горячей прокатки АОТ-МСК-БПК-ДФ200, независимое регулирование давления 15 тонн, точный контроль температуры 200 ℃, точность шва валков ± 2,5 мкм, подходит для подготовки листов литиевых сухих электродов и твердого электролита, трехвалковая независимая система регулирования скорости, специальное оборудование для прессования валков высокой плотности с сухими электродами.
Выставка
АОТ Выставка оборудования для литиевых батарей предоставляет экспонентам и посетителям комплексную платформу для демонстрации, обмена, сотрудничества и торговли. Участвуя в выставке, предприятия могут понять динамику отрасли, расширить рыночные каналы, улучшить имидж бренда и продвигать технологические инновации и промышленную модернизацию.
Сертификат
Партнеры по сотрудничеству
Часто задаваемые вопросы
В1: Как обеспечить равномерность температуры с помощью трех независимых роликов контроля температуры пресса горячей прокатки?
A: Каждый валок оснащен двухзонным инфракрасным датчиком измерения температуры и модулем нагрева с замкнутым контуром, разница температур на всей поверхности валков составляет ≤±1℃, что позволяет избежать ухудшения характеристик, вызванного локальным перегревом материала.
В2: Какова износостойкость роликов Cr12MoV?
A: Твердость поверхности составляет HRC58-62, с процессом азотирования он может непрерывно прокатывать сухой электродный материал в течение 5000 часов, а величина износа составляет <0,01 мм.
В3: Как избежать растрескивания листа твердого электролита при прокатке?
A: Рекомендуется, чтобы пресс горячей прокатки создавал давление постепенно, поэтапно (5T→10T→15T), синхронно увеличивая температуру валков до 150-180℃ для повышения пластичности материала, и контролируя скорость валков ниже 0,5 м/мин.
A: Калибровку следует проводить один раз в месяц с помощью лазерного дальномера, ежедневно можно проверять путем предварительной обработки листа стандартной толщины (например, 2000 мм). Если отклонение превышает ±3 мкм, необходимо отрегулировать модуль позиционирования сервопривода.
В5: Поддерживает ли пресс горячей прокатки прокатку сверхтонких (<50 мкм) электродов?
A: Минимальный зазор между валками можно отрегулировать до 10 мкм, что подходит для производства электродов толщиной 50 мкм, с системой онлайн-контроля толщины (опционально) и обратной связью в реальном времени для регулировки давления.








 для электродов аккумуляторов")